Druty Proszkowe OUTERSHIELD®
Outershield to grupa materiałów spawalniczych Lincoln Electric przeznaczona do spawania Drutami Proszkowymi (Flux Cored Arc Welding Process - FCAW). Proces jest podobny do spawania półautomatycznego w osłonie gazów drutami litymi (Gas Metal Arc Welding - GMAW), wymaga źródła prądu, podajnika drutu z uchwytem spawalniczym oraz gazu osłonowego. Druty proszkowe stosowane są coraz częściej w przemyśle zastępując spawanie drutami litymi (GMAW) oraz elektrodami otulonymi (Manual Metal Arc – MMA) ze względu na wysoką wydajność procesu oraz jakość.
W zależności od typu wypełnienia rdzenia możemy wyróżnić następujące główne grupy drutów proszkowych, zaprojektowanych do dedykowanych aplikacji:
Druty proszkowe rutylowe (normalne lub z mikro-dodatkami) z łagodną charakterystyką łuku, znakomitą spawalnością, łatwym usuwaniem żużla oraz gładkim licem spoiny. Ten typ drutów jest używany do spawania w każdej pozycji w budownictwie konstrukcji oraz przemyśle stoczniowym, przykładowe produkty to: Outershield 71M-H z osłoną CMn, Outersheild 71E-H z osłoną mieszanki Ar-CO2. Outershield 81Ni-H, 81 K2-H, 550-H and 690-H z dodatkiem 1-1,5% Ni są rekomendowane dla aplikacji, w których wymagana jest wysoka granica plastyczności.
Druty proszkowe zasadowe do konstrukcji wysokowytrzymałych ze stali np. Outershield T55-H.
Druty proszkowe z rdzeniem metalicznym z wysoką wydajnością stapiania np. do spawania spoin pachwinowych w pozycji podolnej łukiem natryskowym. Ten typ drutów może być również stosowany dla pozycji wymuszonych lub wykonywania warstw przetopowych krótkim łukiem zwarciowym. Drut ten zapewnia małą ilość odprysków oraz brak żużla, najbardziej znane i cenione gatunki na rynku to Outershield MC 710-H oraz Outershield MC715-H. Proces opisany jako spawanie półautomatyczne (GMAW) drutem proszkowym metalicznym jest oznaczony numerem 138 wg standardów ISO.
Proces spawania drutem proszkowym z rdzeniem metalicznym obrazuje grafika poniżej. Pozycja oraz kąt palnika jest podobny do spawania GMAW drutem litym (pamiętajmy jednak, że już druty proszkowe rutylowe będą wymagały innej techniki).
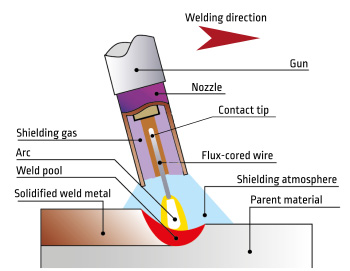 |
| Zdj. 1. Spawanie MIG/MAG drutem proszkowym metalicznym (138). Brak potrzeby usunięcia żużla. |
| |
|
Praktycznie takie same techniki spawalnicze mogą zostać użyte w obu przypadkach (druty lite oraz druty proszkowe metaliczne), jednakże druty proszkowe z rdzeniem metalicznym dostarczają łatwiejszy do operowania oraz bardziej wybaczający błędy łuk spawalniczy, regularny profil spoiny oraz niską wartość defektów spawalniczych. Na terenie Unii Europejskiej nie ma konieczności dodatkowego certyfikowania się z procesu GMAW, dzięki czemu kwalifikacje na spawanie drutem litym są również ważne dla spawania drutami proszkowym z rdzeniem metalicznym (ISO 9606 Część 1, opublikowane w listopadzie 2013, zastępujące EN287 Część 1, które zostanie wycofane w październiku). |
| Zasięg kwalifikacji a - b | ||||
| Drut użyty podczas testów | Drut Lity (S) | Drut proszkowy z rdzeniem metalicznym (M) | Drut proszkowy (B) | Drut Proszkowy (R,P,V,W,Y,Z) |
| Drut Lity (S) | x | x | - | - |
| Drut proszkowy z rdzeniem metalicznym (M) | x | x | - | - |
| Drut proszkowy (B) | - | - | x | x |
| Drut Proszkowy (R,P,V,W,Y,Z) | - | - | - | x |
| a - Skróty : zobacz 4.3.2 | | | | |
| b - Typ rdzenia użyty w testach kwalifikacyjnych spawaczy dla spawania ściegów graniowych | ||||
| Znacznik : x oznacza materiały na które spawacz jest certyfikowany / - oznacza materiały na które spawacz nie jest certyfikowany | ||||
Zdj. 2 Przedruk z 287-1 : Kwalifikacje spawalnicze dla MAG(135) pokrywają również spawanie MAG drutem proszkowym z rdzeniem metalicznym(138)
Druty Proszkowe OUTERSHIELD®
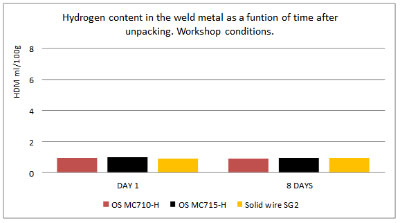
Druty z rdzieniem metalicznym wytwarzane są w taki sposób, że otrzymujemy bardzo niską zawartość wodoru dyfundującego w stopiwie(HDM< 1,5 ml/100 g). Tak niska zawartość wodoru dyfundującego zmniejsza ryzyko pękania do minimum.
 |
|
Zdj 3. Wodór dyfundujący w stopiwe Outershield MC710-H, MC715-H oraz drut lity SG-2 w funkcji czasu –po wyjęciu z opakowania w warunkach warsztatowych. Przechowywanie w warunkach warsztatowych.
|
Typowe aplikacje pokrywają wszystkie rodzaje przenoszenia metalu :
Łuk natryskowy w pozycji podolnej, łuki krótki zwarciowy - wszystkie pozycje jak i również warstwy graniowe(przetopy)
Łuk pulsujący – wszystkie pozycje
Druty z rdzeniem metalicznym Outershield zyskały popularność dzięki poniższym zaletom:
- Wysoki uzysk stopiwa wynikjący z “rurkowego” kształtu elekrody (wyższe gęstości prądowe jak w drucie litym - GMAW
- Wysoka odporność na braki przetopu i przyklejenia, które są typowymi wadami procesu spawania drutami litymi GMAW podczas spawania grubych blach.
- Szersze oraz bardziej regularne wtopienie
 |
|
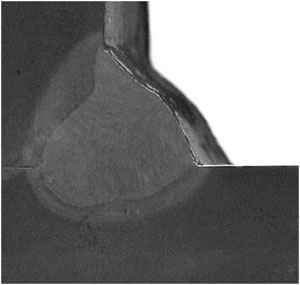
| Zdj 4. Zgład makrogariczny spoiny a=4 pozycja PB/2F. Wykonana przez Outershield MC 710 – H 1,6 mm. | |
 |
 |
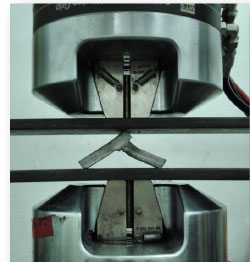
| Zdj. 5. Spoina pachwinowa po próbie łamania : Outershield MC710-H (lewa); drut lity SG2 (prawa) | |
Większy zakres stosowanych średnic drutów: 1,4 mm do pół-automatycznego spawania ręcznego, 1,6mm nadająca się idealnie do zmechanizowanych lub zrobotyzowanych aplikacji
Mniejsze skłonności do prowatości spoin wywołanej zanieczyszczeniami powierzchni (rdza, resztki farby, grunt czasowej ochrony, olej itp.) w porównaniu do spawania z drutami litymi GMAW, uzyskiwane dzięki zawartym w proszku odtleniaczom
Dobrze widoczny dla spawacza łuk zapewnia lepszą reakcję na zmiany w niejednolitym przygotowaniu złączy
Gładkie lico, niski poziom odprysków
Popularny w aplikacjach zrobotyzowanych dzięki brakowi żużla oraz wysokiej szybkości spawania
 |
|
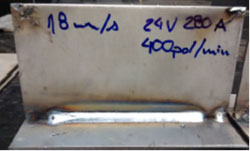
Zdj. 6. Spoina pachwinowa, spawanie zrobotyzowane z 1,2 mm Outershield 710-H. Tryb Spawania: Rapid Arc, 24V, 280 A, TS-2,7 m/min, gaz osłonowy Ar/CO2 90/10. |
Najbardziej popularne aplikacje to wypełnienia oraz lica spoin w pozycjach PA/1G i PC/2G, jak również spoiny pachwinowe w pozycji PB/2F. Proszek żelaza oraz jego stopów jest głównym składnikiem wypełnienia, dlatego druty te są odporne na absorpcję wilgoci. Wypełnienie zawiera niewielki dodatek odtleniaczy, który pozwala zachować dużą odporność przed porowatością gdy spawamy stale na zanieczyszczonej powierzchni.
 |
|
Zdj. 7. Spoina pachwinowa z gruntem czasowej ochrony (primer) : Outershield MC710-H 1,2 mm
|
Mieszanki Argonu są popularnymi gazami osłonowymi (Ar/CO2 80/20, Ar/CO2 90/10, mieszanki 3-składnikowe),ale pewne typy drutów są zaprojektowane do pracy z dwutlenkiem węgla (OutershieldMC 710C-H). Tworzenie się krzemianów jest minimalne, dzięki czemu wygląd spoiny jest zbliżony do efektu spawania drutami litymi, z bardzo małą ilością krzemianów na powierzchni spoiny.
Druty Outershield® z rdzeniem metalicznym są stosowane najczęściej w przemysłach:
- Konstrukcji Stalowych,
- Produkcji Maszyn Ciężkich (np. maszyny budowlane i wydobywcze),
Stoczniowym,
- Samochodowym,
- Konstrukcje Morskie - Offshore.
INFORMACJE KATALOGOWE
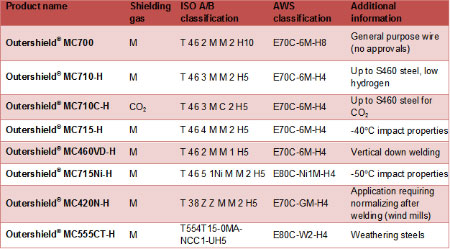
Poniżej zakres drutów proszkowych z rdzeniem metalicznym Lincoln Electric
WYDAJNOŚĆ DRUTÓW Z RDZENIEM METALICZNYM OUTERSHIELD®
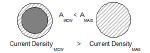
Gęstość prądowa (A/mm2) determinuje wydajność stapiania (kg/h), głębokość wtopienia oraz skłonność do przyklejeń i braków przetopu. Schemat ilustruje przekrój poprzeczny drutu i pozwala wyjaśnić wyżej wymienione zalety drutu metalicznego. Korzyści wynikają z większej gęstości prądowej (A/mm2), która jest wyrażona przez stosunek przepływu prądu do pola przekroju poprzecznego powierzchni rurki metalowej. Prąd płynie tylko poprzez rurkę metalową gdzie występuje mniejszy opór elektryczny (rezystancja stali jest niższa od proszku metalicznego wypełnienia).
 |
|
Zdj.8. Porównanie: przekrój drutu z rdzeniem metalicznym i drutu lity. |
Ten sam przepływy prądu przez mniejszy przekrój w porównaniu z drutem litym zawsze zapewnia wyższe gęstości prądu w podobnej prędkości podawania drutu. W związku z tym mogą być stosowane niższe prądy spawania w celu osiągnięcia tej samej wydajności.
Prawidłowa średnica elektrody jest elementem kluczowym do zachowania efektywności produkcji. Drut z rdzeniem metalicznym o średnicy 1,2 mm dostarczy najlepszy współczynnik natapiania przy niskim prądzie; jest on również szeroko stosowany dla spawania cienkich materiałów oraz pracuje bardzo dobrze na mniejszych źródłach prądowych. Dla drutów z średnicami 1,4 mm oraz 1,6mm poleca się użycie źródeł prądu o wyższym natężeniu prądu (>280-300A) w celu uzyskania najwyższej wydajności, posiadają one większą odporność na przepalenia w porównaniu z drutem o średnicy 1,2 przy niskim natężeniu prądu.
Krzywe Współczynniki stapiania dla drutów z rdzeniem metalicznym o średnicach 1,2mm, 1.4mm i 1,6 mm są zaprezentowane na zdj. 9 (niebieska linia reprezentuje typowy współczynnik stapiania dla drutu litego 1,2mm)
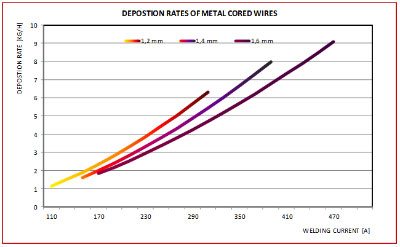 |
| Zdj. 9. Krzywe współczynniki stapiania dla drutów proszkowych z rdzeniem metalicznym o średnicy 1,2; 1,4 i 1,6 mm |
W półautomatycznym spawaniu drut o średnicy 1,4mm zapewnia dobre właściwości spawalnicze oraz duży współczynnik stapiana, który jest niemożliwy do uzyskania drutem litym o średnicy 1,2mm. Drut o średnicy 1,6mm najlepiej sprawdzi się w spawaniu zmechanizowanym lub zrobotyzowanym, ale jest on również często stosowany do grubych blach .
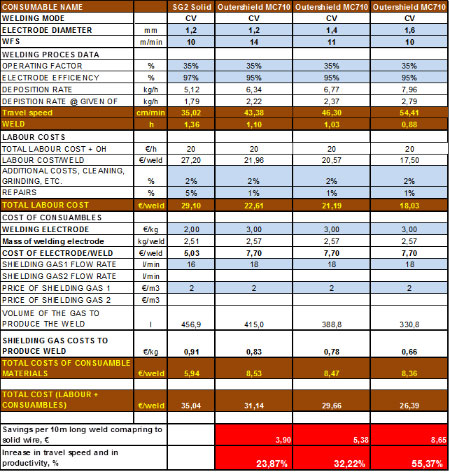
Prawidłowy dobór średnicy drutu jest najistotniejszym elementem produktywności. Przykład poniżej przedstawia całkowity koszt spawania spoiny pachwinowej o wymiarze a5 przy użyciu drutów o różnych średnicach. W porównaniu do drutów litych – druty proszkowe z rdzeniem metalicznym będą zawsze dostarczać wyższą jakość, efektywność produkcji oraz pomogą obniżyć całkowity koszt procesu spawania.
PODSUMOWANIE
Spawanie MIG/MAG z użyciem drutów proszkowych z rdzeniem metalicznym za każdym razem zapewnia łatwiejszy do opanowania oraz bardziej „wybaczający błędy spawacza” łuk, regularny wygląd spoiny, mniejszą ilość niezgodności spawalniczych, lepszą tolerancję na zanieczyszczenia i przygotowanie spawanej powierzchni. Korzyści te pochodzą z charakterystyki budowy drutu proszkowego oraz składników wypełnienia rdzenia. Nie ma konieczności przeprowadzania dodatkowej certyfikacji dla spawaczy MAG. Druty proszkowe z rdzeniem metalicznym pracują bardzo dobrze w łuku natryskowym oraz łuku zwarciowym w typowych zakresach źródeł CV stało-napięciowych (Powertec, CV, DC, Flextec,Speedtec), a także mają przewagę nad drutami litymi w procesach z użyciem przebiegów pulsowych (pulse, RapidArc, RapidX w Speedtec SP oraz Power Wave). Prawidłowo dobrana średnica drutu pomaga zachować najlepszą produktywność oraz jakość spoiny równocześnie obniżając całkowity kosztu procesu spawania.
Oferta drutów proszkowych z rdzeniem metalicznym Outershield® MC od Lincoln Electric jest w stanie zaspokoić potrzeby niemal wszystkich materiałów używanych w przemyśle konstrukcyjnym, maszyn ciężkich, stoczniowym, samochodowym oraz konstrukcjach morskich (offshore).
Załącznik 1. Kalkulacja kosztów spawania dla drutów proszkowych z rdzeniem metalicznym o średnicy 1,2 1,4 and 1,6 mm
Warunki przyjęte dla kalkulacji:
- Spoina a5, odpad - 20%
- Długość spoiny: 10 m
- Gaz osłonowy Ar/CO2 80/20
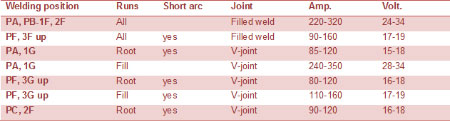
Załącznik 2. Rekomendowane ustawienia parametrów dla drutu proszkowego z rdzeniem metalicznym o średnicy 1,2 mm
Ilościowa i jakościowa analiza spawania 10 mm blachy stalowej z użyciem metod 135, 136, 138 – zaprezentowana podczas Seminarium Stalowych Konstrukcji w Lincoln Electric Polska, 24-26 listopada 2010 przez Waldemara Radomskiego z Akademii Górniczu-Hutniczej w Krakowie.