11 Wskazówek dla spawania aluminium w przemyśle stoczniowym
By Frank G. Armao, Director, Aluminium Welding Technology
The Lincoln Electric Company
Stopy aluminium są lekkie oraz odporne na korozje w środowisku wodnym, dlatego są doskonałym materiałem przy budowie statków.
Występują 2 podstawowe czynniki powodujące, iż spawanie aluminium jest inne niż spawanie stali, oba związane z faktem, iż większość prac jest wykonywana na zewnątrz:
- Odpowiednie przechowywanie aluminium jest kluczowe dla uniknięcia utlenienia materiału
- Należy poświęcić dodatkową uwagę, aby uniknąć przeciągów w strefie spawania
Oba te aspekty będą omawiane szczegółowo w poniższym artykule.

Wiedza, który stop aluminium będzie używany
Nie wystarczy wiedzieć, że prace spawalnicze będą wykonywane na materiale aluminiowym. Profesjonalni spawacze muszą mieć precyzyjną informację którego stopu będą używać, aby dobrac do niego prawidłowy materiał spawalniczy. Najpopularniejszymi stopami aluminium w segmencie stoczniowym są Al-Mg 5XXX oraz Al-Mg-Si 6XXX, głównie ze względu na ich doskonałą odporność na korozję.
Większość stopów aluminium łatwo poddaje się spawaniu łukowemu. Wszystkie stopy w zakresach 1XXX, 3XXX, 4XXX, 5XXX oraz 6XXX mogą być spawane metodą MIG/MAG. Jednakże, większość stopów z grupy 2XXX oraz 7XXX nie da się połączyć za pomoca spawania łukowego. Jedynymi spawalnymi stopami z grupy 2XXX są 2219 i 2519. Niemal wszystkie pozostałe stopy z grupy 2XXX będą pękały podczas procesu spawania. Podobnie, w grupie stopów 7XXX jedynymi spawalnymi są 7003, 7004, 7005 oraz 7039.
Należy zwrócić uwagę w szczególności na typy 2024 i 7075. Ich użycie jest kuszące ze względu na wytrzymałość oraz powszechną dostępność, ale są one bardzo wrażliwe na pękanie podczas spawania łukowego.
Próba spawania “niespawalnego" stopu lub użycie złego wypełnienia skutkuje natychmiastowym pęknięciem lub przedwczesną awarią w późniejszym czasie.
Kiedy należy podgrzewac wstępnie aluminium?
Niektórzy twierdzą, że aluminium należy podgrzewać wstępnie zawsze. Nie jest to prawda. W rzeczywistości posiadając poprawne wyposażenie i wiedzę, podgrzewanie wstępne jest potrzebne bardzo rzadko.
Należy dodatkowo pamiętać, iż nadmierne podgrzewanie wstępne może trwale zdegradować własności mechaniczne materiału. Ostatnim etapem w procesie obróbki cieplnej jest starzenie, przeprowadzane w temperaturze od 160 and 200°C. Jeżeli materiał zostanie podgrzany wstępnie powyżej temperatury starzenia, własności mechaniczne stopu zostaną zniszczone.
Podgrzewanie wstępne czasami jest konieczne. Np. jeżeli temperatura i wilgotność na zewnątrz jest bardzo wysoka, akceptowalnym jest podgrzanie wstępne do 90°C, aby pozbyć się wilgoci. Musimy tylko pamiętać o umiarze.
Przechowywanie aluminium
Dla większości segementów przemysłu standardową rekomendacją jest, aby przechowywać aluminium wewnątrz. Dla branży stoczniowej jednak są to założenia nieralistyczne, gdyż większość prac jest wykonywanych na zewnątrz. W takiej sytuacji musimy przestrzegać poniższych zaleceń:

Przede wszystkim, starajmy się nie przechowywać płyt aluminiowych jedna na drugiej na ziemi. Przechowywanie w taki sposób blokuje wodę między płytami, zwiększając ryzyko korozji. Zamiast tego, należy przechowywać aluminium z zachowaniem przestrzeni między płytami, aby umożliwić wodzie odparowanie. Trzeba również pozbyć sie wszelkich papierowych pozostałości po opakowaniu. Jeżeli musisz przechowywać płyty aluminiowe na płasko, włóż pomiędzy nie małe klocki, drewniane lub aluminiowe
Wszystkie powyższe czynności pozwalają zminimalizować ryzyko wystąpienia korozji.
Oczyszczaj materiał przed spawaniem w sposób prawidłowy
Oczyszczanie aluminium przed spawaniem składa się z dwóch różnych operacji. Najpierw należy usunąć wszystkie oleje, smary i inne związku węglowodorowe. Jeżeli nie wykonamy tego kroku poprawnie, pozostałe na materiale weglowodory przedostaną się do ciekłego jeziorka, powodując porowatość spoiny.
Usunięcie powyższych zanieczyszczeń można wykonać na 2 sposoby. Najczęstszym jest wytarcie płyty czystą ścierką nasączoną preparatem odtłuszczającym, np: acetonem. (Alkohol nie jest dobrym środkiem odtłuszczającym, odradzamy stosowanie go przy oczyszczaniu aluminium) Alternatywną metodą jest zanurzenie płyty w zbiorniku wypełnionym łagodnym roztworem zasadowym, a nastęnie przetarcie i wysuszenie.
Drugim krokiem jest oczyszczenie ciężkich tlenków przed spawaniem. Standardowo wykonuje się tą czynność ręcznie bądź mechanicznie za pomocą stalowej szczotki drucianej. W wypadku, gdy materiał został mocno zanieczyszczony, konieczne może być użycie szlifierki.
Użycie prawidłowych urządzeń i akcesoriów
Przed rozpoczęciem każdej zmiany spawacz powinien upewnić się, że urzadzenie jest ustawione poprawnie na procesy dla aluminium. Jest to szczególnie istotne, kiedy źródło prądu jest wykorzystywane do różnych aplikacji.
Dla Spawania MIG/MAG:
- Upewnij się, że rolka podająca nie jest ustawiona zbyt ciasno. Nadmierne napięcie drutu może powodować problem z podawaniem.
- Upewnij się, że rolki podające są przeznaczone do pracy z aluminium i mają poprawną średnicę. Użycie niepoprawnych rolek spowoduje deformację drutu i problemy w procesie spawania.
-
- Upewnij się, że uchwyt jest wyposażony w plastkową tuleję prowadzącą przeznaczoną do aluminium. Korzystanie z elementów stalowych używanych do podawania drutu stalowego spowoduje problemy z podawaniem.
- Upewnij się , że liner jest plastikowy, przeznaczony do alumninium. Zastosowanie linera spiralnego ze stali stali (zazwyczaj używanego do podawania drutu stalowego) spowoduję ścieranie miękiego drutu aluminiowego, a małe wióry drutu aluminiowego mogą spowodować zapchanie linera i problemy w podawaniu.
- Upewnij się, że końcówka prądowa ma właściwy rozmiar i jest przeznaczona do drutu aluminiowego. Niektórzy uważają, żeby używać większych końcówek prądowych - na przykład dla drutu 1,0 mm końcówkę prądową przeznaczoną dla średnicy 1,2 mm. TO NIE JEST DOBRY POMYSŁ. Końcówka musi mieć taki rozmiar by swobodnie przechodził przez nią drut, ale również miał właściwy styk, aby zapewnić równomierny/stabilny kontakt elektryczny między końcówką prądową a drutem. Przewymiarowana końcówka prądowa nie pozwoli właściwy kontakt prądowy, będziemy mieli więcej przepaleń.
- Upewnij się, że uchwyt jest wyposażony w plastkową tuleję prowadzącą przeznaczoną do aluminium. Korzystanie z elementów stalowych używanych do podawania drutu stalowego spowoduje problemy z podawaniem.

Ustaw poprawnie przepływ gazu
Ustawienia dla czystego Argon powinny wynosić min. 35 SCFH dla MIG/MAG oraz 25 SCFH dla TIG. Jeżeli używasz dysz gazowych o większej średnicy, stopień przepływu gazu powinien być odpowiednio zwiększony. Jeżeli spawanie jest wykonywane na zewnątrz, natężenie przepływu gazu powinno być jeszcze wyższe – min. 45 SCFH dla MIG/MAG oraz 35 SCFH dla TIG – ponieważ Argon jest lżejszy od powietrza i bardziej podatny na czynniki zewnętrzne takie jak wiatr. Brak gazu osłonowego wokół jeziorka spawalniczego spowoduje porowatość spoiny. Jeżeli za gaz osłonowy służy mix Argon/Hel, natężenie przepływu powinno zostać zwiększone o ok. 25%.
Utrzymuj strefę spawania oczyszczoną przez cały czas.
Kiedy powierzchnia spawania jest odpowiednio oczyszczona – wykonaj spoiny najszybciej jak to jest możliwe. Podstawowym problemem nie jest to, że części się utleniają - w temperaturze pokojowej, aluminium utlenia się powoli, jeśli pozostaje suche. Prawdziwym problemem jest fakt, iż brud, olej, wilgoć w środowisku przemysłowym/warszatowym będzie zanieczyszczać oczyszczony materiał. Po oczyszczeniu powierzchni przeznaczonej do spawania nie pozostawiaj jej niechronionej przez noc lub przez cały weekend. Jeżeli część musi pozostać niespawana przez dłuższy okres czasu, ochroń ją brązowym papierem pakowym i oklej taśmą klejącą.
Prawidłowe przechowywanie drutu spawalniczego
Drut do spawania aluminium powinien być przechowywany w czystym, suchym środowisku, najlepiej w oryginalnym opakowaniu. W takich warunkach drut może przeleżeć nawet kilka lat.
Drutu nie musi być przechowywany w klimatyzowanych pomieszczeniach, najlepiej sprawdza się przechowywanie go w warunkach o niskiej wilgotności. Nie wolno zamoczyć drutu w wodzie.
Najłatwiejszym sposobem przechowywania drutu jest umieszczenie go w oryginalnych opakowaniach w w zamkniętych szafach metalowych, Które posiadają podgrzewanie, podnoszące temperaturę szafy o ok. 10°C , obniżając jej wilgotność.
Częściowo zużyte rolki drutu nie powinny być zostawiane bez osłony w urządzeniu spawalniczym na noc. Powinny być z schowane z powrotem do ich oryginalnego opakowania. Alternatywnie, dostępne są plastikowe opakowania ochronne na szpule, które można zamontować na prawie każdym podajniku drutu. Utrzymywanie tak zabezpieczonej szpuli drutu w podajniku do czasu
całkowitego zużycia jest poprawne.
Przechowywanie drutu w klimatyzowanych pomieszczeniach może również powodować problem. Jeżeli drut, który jest relatywnie zimny, zostanie wprowadzony do pomieszczenia w gorący, wilgotny dzień i otworzony auomatycznie, możliwe jest, iż wilgotne powietrze zanieczyści drut. Dlatego, w wypadku przechowywania drutu w pomieszczeniu klimatyzowanym, pamiętaj aby nie rozpakowywać drutu do momentu jego ogrzania i przystosowania się do temperatury. De facto, przechowywanie w suchym pomieszczeniu jest preferowane bardziej niż przechowywanie w klimatyzowanym pomieszczeniu. Jednakże nie jest to tak bardzo istotne, jeżeli drut jest przechowywany według powyższych rekomendacji.
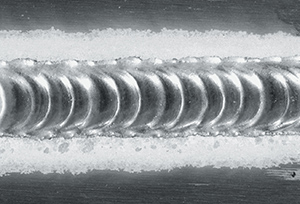
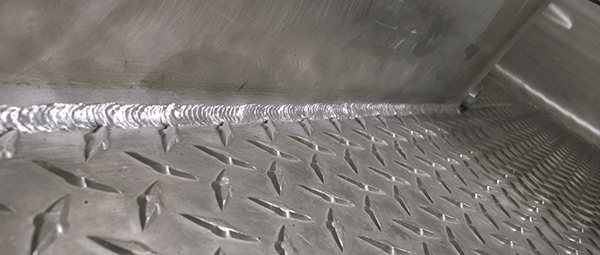
Zakosowanie i oscylacja
Podczas gdy wszyscy zgadzają się, że zakosowanie z boku na bok w poprzek szewu wytwarza nadmierny dopływ ciepła i nie powinno być używane, to jednak oscylacja w linii jest bardzo powszechnie używana w niektórych branżach przez spawaczy (tak zwane „człapanie”). Celem takiej oscylacji jest utworzenie wyglądu łuski, jeśli spoina nie jest zbyt duża. Główną zaletą tej metody jest to, że daje widoczne, regularnie łuski rozmieszczone podobnie, jak dla spawania TIG. Jednak „człapanie” nie prowoduje większego wtopienia, czyszczenia lub wyższej jakość spoin. Jest to jedynie kosmetyka.
„Człapnie” jest poprawne tak długo, jak amplituda cofania jest kontrolowana. Powinna ona wynosić około 3 mm do 5 mm. Jeśli ta amplituda jest większa, można uzyskać miejsca bez wtopienia w miejscach pomiędzy oscylacja. Może to zmniejszyć szerokość spoiny i być nie do przyjęcia.
Upewnij się, że używasz poprawnego drutu spawalniczego
Większość aplikacji w branży stoczniowej to łączenie stopów 5XXX Al-Mg, takich jak 5052, 5154, 5454 lub 5083, do siebie lub łączenie stopów 6XXX z 5XXX.
Dla łączenia stopów 5XXX ze sobą, poprawne stopiwo to 5554 dla spawania 5154 lub 5454. Dla spawania 5052 powinno się użyć 5356. Dla spawania 5083, rekomendowane są stopiwa 5556 lub 5183. Stopiwo 4043 nie powinno być używane dla spawania stopów 5XXX, z wyjątkiem 5052, który ma niską zawartosć Mg.
Dla łączenia stopów 5XXX z stopami 6XXX, takimi jak np. 6061-T6, rekomendowane stopiwo to 5356 lub 5554. 4043 raczej nie jest używane w branży stoczniowej ze względu na jego niską odporność na korozję. Nie ma potrzeby używać silniejszych stopiw 5183 lub 5556 dla tej aplikacji. Niektórzy dostawcy mogą proponować ich sprzedaż ze względu na wyższą cenę, ale w przypadku powyższych aplikacji nic nam one nie dadzą.
Staraliśmy się przekazać najistotniejsze elementy potrzebne dla spawaczy aluminium w branży stoczniowej. Mamy nadzieje, że niniejszy artykuł pozwoli na poprawę jakości pracy i wykonywanych spoin.