FCAW-S podstawy: Jest szybki i nie wymaga butli z gazem
Proces samoosłonowy nie jest zwykle pierwszy, który poznaje spawacz, lecz może być jednym z najbardziej efektywnych
Tom Myers i Frank Dragolich, Jr.
Spawanie drutami proszkowymi samoosłonowymi do spawania łukowego (FCAW-S) jest procesem przemysłowym o wielu zastosowaniach. Przede wszystkim wytwarza on swą własną osłonę dla pomocy w ochronie łuku, radzi sobie z zanieczyszczeniami na stali i tworzy szybko zastygający żużel na metalu spoiny.
FCAW-S bardziej przypomina spawanie metodą SMAW lub MMA, a mniej procesy przy użyciu drutu w osłonie gazu. Spawacze doświadczeni w procesie SMAW często szybko się uczą procesu FCAW-S, a ci, którzy znają tylko spawanie łukowe w osłonie gazu (GMAW), mogą potrzebować nieco więcej czasu.
Podobnie jak SMAW, FCAW-S nie używa zewnętrznej osłony gazu, więc nadaje się do prac na zewnątrz (patrz rys. 1 i 2). Jednak w przeciwieństwie do SMAW proces samoosłonowy z rdzeniem topnikowym oferuje o wiele wyższe poziomy wydajności. Uzysk stopiwa jest równoważny, a w niektórych przypadkach nawet przekracza osiągany przy spawaniu drutem w osłonie gazu. Dzięki elektrodom otulonym, takim jak E6010 i E6013, spawacz może uzyskać prawie 1 do 1,5 kg metalu na godzinę. Z elektrodami SMAW, takimi jak E7018, wartość ta może wzrosnąć do 1,8 do 2,2 kg na godzinę. Jednak przy użyciu procesu FCAW-S spawacz może osadzić do 3,6 kg na godzinę poza pozycją i ponad 5,4 kg w pozycji podolnej (czyli w pozycjach płaskich i poziomych), zależnie od stosowanego drutu. W rzeczywistości spawacze pracujący z niektórymi drutami, stosujący procedury, mogą osadzać ponad 9 kg metalu na godzinę.
 |
|
Rysunek 1: Spawanie drutami samoosłonowymi do spawania łukowego jest często stosowane do prac poza stanowiskiem pracy. |
 |
|
Rysunek 2: Nie wymagając butli z gazem FCAW-S jest często stosowany przy pracach zewnętrznych na placu budowy jako szybsza alternatywa SMAW. |
Podstawy procesu
GMAW (MIG) i większość drutów w osłonie gazu z rdzeniem topnikowym (FCAW-G) spawa najlepiej przy dodatniej elektrodzie prądu stałego. Jednak zalecana lub najbardziej stabilna polaryzacja dla FCAW-S zależy od określonych pierwiastków rdzenia (stabilizatorów łuku) w danym drucie. Większość drutów FCAW-S pracuje najlepiej przy polaryzacji ujemnej elektrody prądu stałego, lecz kilka jest najbardziej stabilnych przy dodatniej.
W procesie GMAW gładki rowek w kształcie litery V w rolkach napędowych podajnika drutu chwyta pełny drut, przesuwając go przez uchwyt spawalniczy. Niestety ciasny chwyt rowka może odkształcać druty z rdzeniem. Aby uzyskać taką samą siłę popychającą bez nadmiernego ściskania druty FCAW-S wymagają radełkowanych rolek napędowych, chwytających powłokę drutu, zapewniających siłę popychającą bez deformacji.
Należy zwrócić uwagę, aby zmienić rolki napędowe na gładkie przy powrocie z FCAW do GMAW Radełkowane rolki mogą zagłębiać się w pełne druty GMAW, powodując ich złuszczanie. Problem ten nie jest często tak poważny jak kiedyś, lecz wciąż występuje.
Ustawianie napięcia
Wszystkie druty samoosłonowe z rdzeniem topnikowym są wrażliwe na zmiany napięcia, wymagają więc źródła zasilania o stałym napięciu dla dobrej stabilności łuku. Zależnie od zastosowania procesy w osłonie gazu mogą pozwalać na szersze okienko napięcia, dając wciąż zadowalające rezultaty. Jednak przy FCAW-S należy odpowiednio ustawić napięcie.
W procesach samoosłonowych po zapłonie łuku nic nie znajduje się między metalem spoiny i atmosferą, oprócz żużlu i wytwarzanych wewnętrznie gazów osłonowych. Wyższe napięcia zwiększają długość łuku, co z kolei zwiększa jego stożek lub szerokość. Taki dłuższy i szerszy łuk jest bardziej wystawiony na działanie atmosfery. Odpowiednia długość łuku jest niezwykle istotna, a źródła zasilania o stałym napięciu pomagają w jej utrzymaniu.
Należy zwrócić uwagę, że stopiony metal po wystawieniu na powietrze (zawierające 79% azotu, 20% tlenu i 1% innych pierwiastków) będzie w naturalny sposób absorbować azot i tlen. Jeśli się na to pozwoli, niektóre z tych gazów będą się uwalniać podczas zastygania metalu, pozostawiając zbyt duże otwory (czyli porowatość). Pozostałe uwięzione gazy będą tworzyć bardzo kruchy metal spoiny o słabych właściwościach mechanicznych. Stopiony metal musi być chroniony przed atmosferą do czasu zastygnięcia. Te podstawowe fakty nigdy się nie zmieniają, niezależnie od użytego procesu spawalniczego.
Teraz wyobraźmy sobie kroplę stopionego metalu spoiny, odłączającą się od drutu FCAW-S. Prawie natychmiast formuje się wokół niej cienka warstwa żużlu. W rdzeniu drutu znajdują się pierwiastki, które łączą się chemicznie z azotem i tlenem (czyli denitryfikatory i odtleniacze) i wciągają je do żużlu, nie pozwalając na absorpcję przez metal spoiny. Inne gazy również są wytwarzane, takie jak dwutlenek węgla, jako produkty uboczne reakcji chemicznych w łuku, co pomaga w usuwaniu powietrza. Oba systemy chronią kroplę stopionego metalu podczas jej ruchu do jeziorka spawalniczego.
Im większa jest długość łuku, tym większą odległość krople te muszą pokonać, co zwiększa ich ekspozycję na azot, tlen i inne zanieczyszczenia atmosferyczne. Jeśli ochrona ze strony drutu jest niedostateczna, nadmiar zostanie wchłonięty do metalu spoiny. Zanieczyszczenia te z kolei wpływają na właściwości mechaniczne spoiny, włącznie z udarnością. Badanie Charpy'ego powinno to wyraźnie wykazać. Gdy ilość zanieczyszczeń osiąga określony punkt, powstaje porowatość. Z drugiej strony zbyt niskie napięcie wytwarza za krótki łuk. Powoduje to zbliżanie drutu do płyty, dając zimny, zniekształcony profil ściegu.
Druty z rdzeniem topnikowym w naturalny sposób tworzą małą kulkę żużlu na końcu drutu po każdej spoinie. Żużel ten działa jako izolator i zapobiega dobremu kontaktowi elektrycznemu na początku. Tak więc, aby zapewnić dobry rozruch łuku, koniec drutu musi zostać czysto ułamany (co może działać dla pewnych drutów prętowych) lub gładko odcięty.
Należy sprawdzić, czy wysunięcie drutu jest prawidłowe. Drut powinien wystawać 19 do 25 mm z końcówki przy standardowych procedurach spawalniczych, a czasem do 95 mm przy spawaniu w dół z bardzo dużym uzyskiem. Wysunięcie drutu jest równie ważne jak długość łuku. Powinno ono być utrzymywane ze stałą długością ±3 mm dla dobrej stabilności łuku. Zbyt duże wysunięcie będzie powodować krótki, niestabilny łuk z nadmiernym rozpryskiem, a zbyt małe wytworzy nadmierna długość łuku i otworzy drogę zanieczyszczeniom z atmosfery.
Poza tym nigdy nie należy popychać drutu. Nie jest to zwarciowy proces GMAW. Proces samoosłonowy wykorzystuje żużel, więc należy postępować według starej zasady: pchać gaz, ciągnąć żużel. Ustawienie uchwytu pod lekkim kątem ciągnienia utrzymuje żużel za łukiem. Ustawienie uchwytu do przodu powoduje pchanie stopionego żużlu na przód jeziorka spawalniczego, zwiększając możliwość zwijania w przód i chwytania pod nim.
Specyfika pracy poza pozycją
Użycie określonego drutu stwarza wielką różnicę w wielkościach uzysku i ogólnej charakterystyce procesu. Druty o klasyfikacji AWS E71T-8 – dobre do wszystkich pozycji przy użyciu polaryzacji ujemnej elektrody prądu stałego – dają podobne rezultaty metalurgiczne, lecz w tej klasyfikacji zgrupowane są różne druty o własnych cechach.
Najbardziej widoczne różnice wynikają z systemów żużlowych drutu. Obejmują one materiały reagujące chemicznie z innymi pierwiastkami, zastygające przed stopionym metalem i unoszą się do góry, chroniąc stopiony ścieg spoiny przed atmosferą (patrz rys. 3). Niektóre druty mają bardziej zasadowy żużel, oparty na fluorku, podobny do tych w elektrodach SMAW, takich jak E7018. Inne mają bardziej kwasowy , szybciej reagujący chemicznie i zastygający, pomagający spawaczom w osiągnięciu szybkiego uzysku 3,6 kg na godzinę poza pozycją. (Więcej informacji o rodzajach żużlu zawiera artykuł techniczny: Spojrzenie na chemię żużlu poniżej.)
Artykuł techniczny: Spojrzenie na chemię żużlu
Rodzaje żużlu w samoosłonowych drutach z rdzeniem topnikowym są wyjątkowe. Wykorzystują głównie aluminiowo – magnezowy system odtleniania i denitryfikacji. Pierwiastki te przenikają do jeziorka spawalniczego i formują tlenek glinu i magnezu, dwa składniki o wysokiej temperaturze topnienia. Po połączeniu ich z pierwiastkami o niskiej temperaturze topnienia w topniku uzyskuje się efektywny system żużlu. Składniki żużlu – tlenek glinu i magnezu – topią się jako pierwsze i przepływają na górę jeziorka spawalniczego, chroniąc proces przed zanieczyszczeniem atmosferycznym.
FCAW-S ma bardzo wysoką tolerancję na azot, co jest możliwe dzięki systemom żużlu. Cząstki glinu i magnezu przyciągają atomy tlenu i magnezu, powodując powstawanie tlenków glinu i magnezu. Te lekkie i mające wysoką temperaturę topnienia (czyli szybko zastygające) związki szybko wypływają na powierzchnię spoiny. W rezultacie system żużlu przekształca tlen i azot – potencjalne zanieczyszczenia – w związki chemiczne, chroniące spoinę.
Wiele drutów FCAW-S wykorzystuje jeden z dwóch systemów żużlu: zasadowy i kwasowy W systemach zasadowych fluorek wapnia działa wraz ze związkami glinu i magnezu, tworząc system przypominający nieco żużel wytwarzany podczas spawania elektrodami SMAW, takimi jak E7018. Z drugiej strony systemy kwasowe wykorzystują tlenek żelaza zamiast fluorku wapnia.
Systemy zasadowe mają dobre działanie czyszczące i są odpowiednie do krytycznych prac konstrukcyjnych, łącząc wytrzymałość w niskiej temperaturze z innymi wymaganiami mechanicznymi. Systemu kwasowe wspomagają gładkie, szybkie spawanie.
Powód tego ma związek ze sposobem reakcji kwasowych i zasadowych składników z innymi pierwiastkami metalu spoiny. Sprowadza się to do łatwości zachodzenia reakcji chemicznych. Podczas spawania cząstki są jonizowane, co oznacza, że atomy opuszczają pewne cząstki, aby połączyć się z innymi, a określone systemy żużlu wymagają innych poziomów ciepła, aby było to możliwe. W systemach fluorkowych duża ilość ciepła jest zużywana na rozbicie tych cząstek w celu utworzenia wiązań fluorkowych. Jednocześnie rozbicie kwasowych cząstek tlenku żelaza nie wymaga tyle ciepła. Szybka reakcja prowadzi do szybkiego zastygania żużla, a w konsekwencji dużych wielkości osadzania.
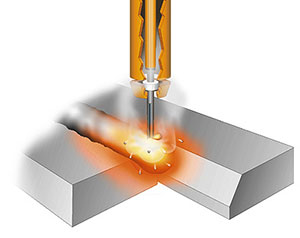
|
Rysunek 3: Samoosłonowy drut FCAW ma zewnętrzną powłokę rdzenia ze środków topnikowych, chroniących spoinę. Przypomina to elektrodę otuloną, lecz odwróconą na lewą stronę. |
Technika zależy od marki drutu; konkretne porady należy uzyskać od producenta. Zależy ona też on metalu rodzimego i zastosowania, lecz można opierać się na szeregu ogólnych charakterystyk podczas używania określonych drutów.
Rozważmy przykładowo dwie wersje E71T-8 o nazwie Innershield® NR-203MP lub NR-203 Nickel (1% niklu), wykorzystujące zasadowy system żużlu. Spawanie drutem NR-203 przypomina E7018, choć druty oferują wyższey uzysk i oczywiście eliminują konieczność wymiany elektrod. Druty mogą być stosowane we wszystkich pozycjach, obsługują spoiny z otwartą granią i dają połączenia o bardzo dobrych właściwościach udarności w niskich temperaturach. Oprócz tego umożliwiają spawanie pionowo w dół.
Podczas spawania spoiny z rowkiem lub pachwinowej poza pozycją przy użyciu NR-203 należy użyć techniki zakosowej. Trzeba skierować drut na brzeg ściegu spoiny i zatrzymać się na moment – w celu uzyskania dobrej penetracji i czasu na narośnięcie żużlu na brzegach – a następnie szybko przemieścić w poprzek powierzchni spoiny, zatrzymując się na chwilę na przeciwległym brzegu Pozostawanie zbyt długo na środku grozi zbyt dużym osadzeniem metalu spoiny i wytworzeniem nadmiernie wypukłego ściegu, co nie tylko wpływa na właściwości mechaniczne, lecz również czyni ścieg podatnym na takie wady, jak podcięcie.
Zawsze należy skupiać się na jeziorku spawalniczym. Taki ruch zakosowy – zatrzymanie na brzegach, a następnie szybki ruch przez powierzchnię –umożliwia przepływ metalu spoiny z obu stron. Chwilowe zatrzymanie przy brzegu spoiny daje czas żużlowi na drugim brzegu na zastygnięcie. W porównaniu z innymi drutami samoosłonowymi NR-203 wykorzystuje cienki żużel, który może utrzymać mało metalu spoiny, co powoduje, że można uzyskać tylko 2,2 do 2,7 kg na godzinę – szybciej niż elektroda otulona, lecz wolniej niż inne druty samoosłonowe.
Obejmuje to NR-232 i NR-233. Druty te mają kwasowy system żużlu, reagujący bardzo szybko w stopionym metalu i dający więcej żużlu, umożliwiając wielkości osadzania 3,1 do 3,6 kg na godzinę poza pozycją lub w górę.
W przeciwieństwie do spawania NR-203, gdy trzeba skupić się na jeziorku spawalniczym, NR-232 i NR-233 wymagają skupienia na linii żużla, powstającej za przednią krawędzią łuku. Zamiast tradycyjnego zakosu stosuje się węższy ścieg z lekkim pofalowaniem. Jeśli linia żużlu nie jest równa, można podjąć pewne działania korygujące. Przykładowo, jeśli linia żużlu jest niższa po lewej tronie, należy przesunąć uchwyt nieco na lewo w celu wyrównania linii, a następnie kontynuować technikę falowania w górę spoiny. Podczas spawania pionowo w górę należy myśleć o tym jak o tworzeniu półki metalu spoiny, umieszczając ściegi jeden na drugim.
.Szybkość tego umieszczania określa szybkość ruchu. Przy zbyt szybkim ruchu i umieszczaniu łuku nieco poza jeziorkiem spawalniczym drut ma tendencję do zagłębiania się w płytę, a nawet przepalania.
Kontrola ciepła również jest bardzo ważna i można w tym celu zmieniać wysunięcie elektrody, która to technika jest powszechna nie tylko dla FCAW-S, lecz również dla całego spawania drutem, wykorzystującego źródło zasilania o stałym napięciu. Jeśli przykładowo spawanie odbywa się pionowo w górę na półce stopionego metalu spoiny NR-232, można wyczuć, że jeziorko staje się nieco zbyt gorące i łuk zagłębia się w płytę. W takim przypadku można zwiększyć nieco wysunięcie, co obniża natężenie i lekko schładza jeziorko. Z drugiej strony, jeśli proces jest zbyt zimny i nie jest uzyskiwana odpowiednia penetracja, można lekko zmniejszyć wysunięcie, co zwiększy natężenie i umożliwi większe zagłębianie.
Elastyczność, mobilność i efektywność
W społeczeństwie starającym się unowocześniać swą infrastrukturę proces FCAW-S jest często wybierany. Jest on mobilny i może wytrzymać niektóre naprawdę surowe środowiska, łącząc efektywność spawania drutem z przenośnością i elastycznością procesu SMAW. Nie jest to zwykle pierwszy proces, który poznaje spawacz, lecz może być jednym z najbardziej efektywnych.
Tom Myers i Frank Dragolich, Jr, The Lincoln Electric Co., 22801 St. Clair Ave., Cleveland, OH 44117, 216-481-8100.
Informacja dostarczona przez The Lincoln Electric Co.